How to properly crimp aluminium tubular cable lugs?
A properly made connection between a cable lug and a cable conductor is an extremely important element of electrical installation, ensuring long-term, trouble-free operation and safe operation.
The crimping process is a technology for providing an electrical connection between a cable conductor and a cable lug. The crimping tool permanently deforms the material of the lug tubular part surrounding the cable conductor. This ensures the required mechanical and electrical quality of the connection. Ensuring the appropriate quality of the connection requires an understanding of the interactions that crimping technology entails.
There are four factors interacting with each other to achieve the proper quality of a crimped connection:
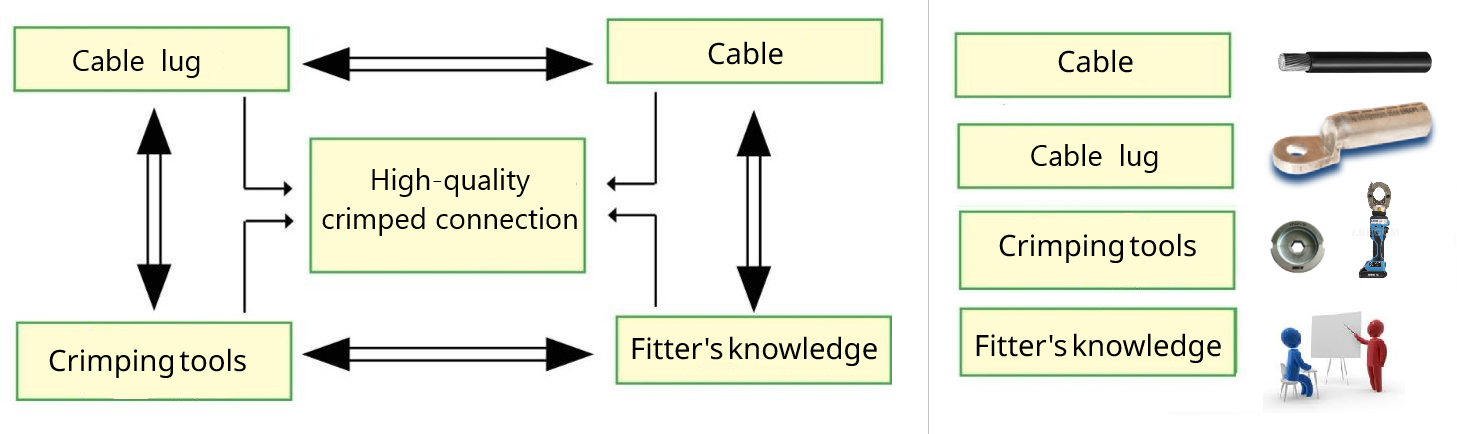
Depending on the cable conductor material (copper, aluminum), its profile and cross-section, select the appropriate type and size of cable lug which was made of the same material as the cable conductor. Knowing the length of the inner tubular part, strip the cable insulation approximately 2-3 mm more than the length of the tubular part.
This is caused by the material "flow" (elongation of the tubular part during crimping on the cable conductor and aluminium shouldn't encounter on obstacle of the cable insulation). Next, it is recommended to clean the surface of the aluminum conductor of aluminum oxides using a wire brush. This ensures optimal conductive properties before crimping the cable lug. To completely prevent oxidation of the cable conductor inside the tubular part, apply a small amount of SK-AL contact grease directly to the tubular part of cable lug.
Almost all types of aluminum cable lugs and connectors already have this grease applied during the manufacturing process. SK-AL grease has abrasive properties and is designed to remove aluminum oxides formed on the conductor and the inner surface of the lug tubular part during crimping. These oxides have insulating properties and can increase the resistance of the connection, resulting in increased energy loss and a significant increase in the connection temperature.
Additionally, during crimping, this grease flows out and fills the voids in the conductor, reducing air access to the cable lug and the conductor.
At the production stage, the tubular part of cable lug is closed with a plastic plug to protect the inside surface of tubular part against oxidation during storage and prevents the grease from flowing out of the tubular part during transport or storage at high temperatures.
The next step is to select the appropriate crimping die (the shape of the crimping die and its size depend on type and cross-section of cable lug).
Aluminum tubular cable lugs should be crimped by "hexagon" or "hexagon with fangs" dies and are dedicated to RMC (RMV) compressed conductors.
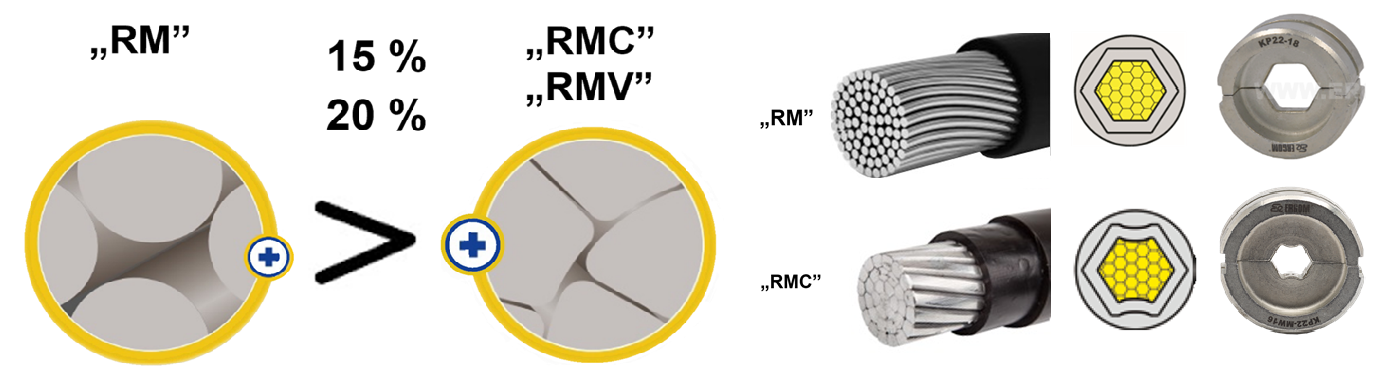
The compressed construction of the cores means that the individual wires within it fit tightly together - reducing empty, unused space in the cable.
This results in the diameter of the RMC conductor being smaller than that of the standard RM conductor, while maintaining the same electrical cross-section. This difference can be as much as 15-20% of the diameter. Of course, the geometric cross-section of the RMC conductor will be smaller than that of the RM conductor, but the cross-section of a conductor, as defined by cable standards, refers to its specific resistance (given in [Ω/km]), which depends on the conductor's effective cross-section. Therefore, a conductor with a compressed RMC structure, although with a smaller outer diameter, has relatively the same effective cross-section.
After selecting the die for the cable lug, you need to select the appropriate crimping tool to mount the die inside. We offer several crimping die systems:
- mechanical hand crimping tools with increased mechanical transmission (operated with two hands)

- hydraulic hand crimping tools

- battery-powered hydraulic crimping tools

- hydraulic heads powered by manual or foot-operated hydraulic pumps.
 |
 |
The final key aspect of the crimping process is the fitter's knowledge. In addition to the above-mentioned selection of compatible components, the fitter must know how and in what quantity to perform crimping. Generally, the more crimp, the more reliable connection. Therefore, ERGOM catalog data sheets for different types of cable lugs and connectors provide the recommended quantity of crimps, as well as the die numbers. Based on ZAE ERGOM’s research and experience, to obtain a connection of the required quality, the crimping of the cable lugs into a “hexagon” should be carried out as follows:
|
The correct direction and order of crimping for cable lugs and connectors are marked with arrows. |
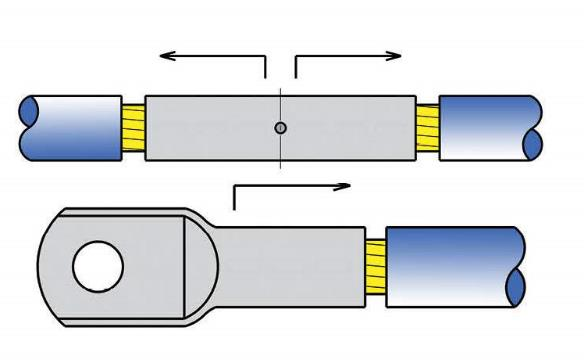

It is essential to complete all the marked (recommended) crimps.
Be careful to use a die that matches the cross-section of the cable lug/connector being crimped.
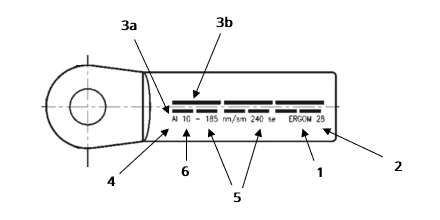
Each cable lug or connector whose tubular part complies with the DIN standard is printed or permanently marked with the following information:
1 - Manufacturer's name/logo
2 - Die number
3 - Graphical indication of the number and position of required crimps:
3a - Narrow die (hand/hydraulic tools)
3b - Wide die (hydraulic tools)
4 - Cable lug/connector material
5 - Cable type (cross-section and profile)
6 - Metric bolt hole size (for ring cable lugs)
Types of cable profiles.

Sector-shaped conductors must be rounded with special dies for most types of cable lugs and connectors (except for types whose internal profile of the tubular part is a sector).
Matching the correct die size.
